- 作者: 达源精密
- 来源:
- 日期: 2014-12-26
- 浏览次数: 2872次

一.压铸工艺的原理
压铸工艺原理是利用高压将金属液高速压入一精密金属模具型腔内,金属液在压力作用下冷却凝固而形成铸件。冷、热室压铸是压铸工艺的两种基本方式,其原理如图1-1所示。冷室压铸中金属液由手工或自动浇注装置浇入压室内,然后压射冲头前进,将金属液压入型腔。在热室压铸工艺中,压室垂直于坩埚内,金属液通过压室上的进料口自动流入压室。压射冲头向下运动,推动金属液通过鹅颈管进入型腔。金属液凝固后,压铸模具打开,取出铸件,完成一个压铸循环。
二·压铸工艺的特点
压铸合金
压铸合金是压铸生产的要素之一,要生产优良的压铸件,除了要有合理的零件构造、设计完善的压铸模和工艺性能优越的压铸机外,还需要有性能良好的合金。
压铸件的断面厚度取决于它承受的应力和合金材料本身的强度,具有较高强度是压铸合金的优点之一。选用压铸合金时,应充分考虑其使用性能、工艺性能、使用场合、生产条件和经济性等多种因素。
对压铸合金的基本要求
1) 热温度不高时具有较好的流动性,便于充填复杂型腔,以获得表面质量良好的铸件。
2) 线收缩率和裂纹倾向性小,以免铸件产生裂纹,并可提高铸件尺寸精度。
3) 结晶温度范围小,防止产生缩孔和缩松,提高铸件质量。
4) 具有一定的高温强度,以防止推出铸件时产生变形或碎裂。
5) 在常温下有较高的强度,以适应大型薄壁复杂铸件生产的需要。
6) 与金属型腔相互之间物理-化学作用的倾向性小,以减少粘膜和相互合金化。
7) 具有良好的加工性能和一定的抗腐蚀性。
各类压铸铝合金
Al-Si合金
由于Al-Si合金具有结晶温度间隔小、合金中硅相有很大的凝固潜热和较大的比热容、线收缩系数也比较小等特点,因此其铸造性能一般要比其他铝合金为好,其充型能力也较好,热裂、缩松倾向也都比较小。Al-Si共晶体中所含的脆性相(硅相)数量最少,质量分数仅为10%左右,因而其塑性比其他铝合金的共晶体好,仅存的脆性相还可通过变质处理来进一步提高塑性。试验还表明:Al-Si共晶体在其凝固点附近温度仍保持良好的塑性,这是其他铝合金所没有的。
铸造合金组织中常要有相当数量的共晶体,以保证其良好的铸造性能;共晶体数量的增加又会使合金变脆而降低力学性能,两者之间存在一定的矛盾。但是由于Al-Si共晶体有良好的塑性,能较好的兼顾力学性能和铸造性能两方面的要求,所以Al-Si合金是目前应用最为广泛的压铸铝合金。
Al-Mg合金
Al-Mg合金的性能特点是:室温力学性能好;抗腐蚀性强;铸造性能比较差,力学性能的波动和壁厚效应都较大;长期使用时,有因时效作用而使合金的塑性下降,甚至压铸件出现开裂的现象;压铸件产生应力腐蚀裂纹的倾向也较大等。Al-Mg合金的缺点部分抵消了它的优点,使其在应用方面受到一定的限制。
Al-Zn合金
Al-Zn合金压铸件经自然时效后,可获得较高的力学性能,当锌的质量分数大于10%时,强度显著提高。此合金的缺点是耐蚀性差,有应力腐蚀的倾向,压铸时易热裂。常用的Y401合金流动性好、易充满型腔,缺点是形成气孔倾向性大,硅、铁含量少时,易热裂。
3.压铸工艺
压力
压力是压铸工艺的基本特征,金属液的充型流动和压实都是在压力的作用下完成的。压力分为动态压射力和增压压射力。动态压射力的作用是克服各种阻力,保证充型时金属液达到一定速度。增压压射力的作用是在充型结束后对压铸件进行压实,提高压铸件的致密度,使压铸件轮廓清晰。压射力通过压射冲头对金属液施加压力。施加压力的大小用比压表示。冷室压铸机的动态压射比压一般在30-90MPa之间,增压压射比压一般在50-300MPa之间。热室压铸机提供的压射比压可达到20-50MPa。应该注意,使用压铸机提供的最小压射冲头才能得到最大压射比压。选择压射比压时,应考虑压铸机能够提供压射力及使用的压射冲头,超出可选范围则无法达到。
压射比压

注:t1——金属液在压室中未承受压力的时间;P1为一级(慢速)
t2—— 金属液于压室中在压射冲头的作用下,通过内浇口充填型腔的时间;P2为二级(快速)
t3 ——充填刚刚结束时的舜间;P3为三级(增压)
t4 ——最终静压力;P4为补充压实铸件

式中
比压的选择与多种因素有关,一般应遵守以下原则:
1) 压铸件结构特征。①薄壁压铸件,压射比压可选高些;厚薄压铸件,增压比压可选高些。②形状复杂,压射比压可选高些。③工艺性良好,压射比压可选低些。
2) 压铸合金特性。①结晶温度范围宽,增压比压可选高些。②流动性差,压射比压可选高些。③密度大,压射比压、增压比压可选高些。
3) 浇注系统。①流程长,转折多、浇口薄、阻力大,压射比压可选高些。②浇道扁平,散热快,压射比压可选高些。
4) 合金及压铸模具温度。①合金浇注温度较低、压铸模具温度较低,压射比压可选高些。②合金液与压铸模具温度差异较大时,压射比压可高些。
5) 压铸件质量。①压铸件内部质量要求高,增压比压可选高些。②压铸件表面质量要求高,压射比压可选高些。
胀模力
压铸过程中,在比压的作用下,金属液填充型腔时,给型腔壁和分型面一定的压力,称为胀模力。在压铸过程中的最后阶段即增压比压通过金属液传给压铸模时,胀型力最大,是为压铸件初选压铸机型号及支承板进行强度和刚度校核的重要参数。胀型力可根据分型面的面积初步预算:
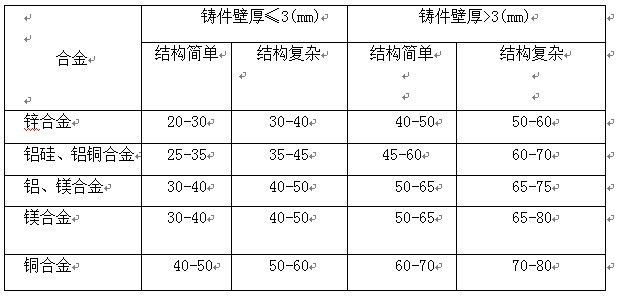
各种压铸合金常用比压表
速度
压铸过程中,速度受压力的直接影响,又与压力共同对内部质量、表面轮廓清晰度等起着重要作用。速度有压射速度和内浇口速度两种形式。
压射速度
压射速度又称冲头速度,它是压室内的压射冲头推动金属液的移动速度,也就是压射冲头的速度。压射过程中压射速度是变化的,它可分成低速和高速两个阶段,通过压铸机的速度调节阀可进行无级调速。
压射第一阶段、第二阶段是低速压射,可防止金属液从加料口溅出,同时使压室内的空气有较充分的时间逸出,并使金属液堆积在内浇口前沿。低速压射的速度根据浇到压室内金属液的多少而定。压射第三阶段是高速压射,以便金属液通过内浇口后迅速充满型腔,并出现压力峰,将压铸件压实,消除或减小缩孔、缩松。
低速压射速度的选择

内浇口速度
内浇口速度是金属液通过内浇口进入型腔的线速度。较高的内浇口速度,即使采用较低的比压也能将金属液在凝固之前迅速填充型腔,获得轮廓清晰、表面光洁的压铸件,并提高金属液的动压力。
内浇口速度过高时也会带来一系列问题,主要是容易包卷气体形成气泡;金属液呈雾状进入型腔,粘附于型腔壁与后来的金属液不能熔合而形成表面缺陷和氧化夹杂,加速压铸模的磨损等。
选用内浇口速度时,应考虑一下因素:
1) 铸件形状复杂或薄壁时,内浇口速度应高些。
2) 合金浇入温度低时,内浇口速度可高些。
3) 合金和模具材料导热性能好时,内浇口速度应高些。
4) 内浇口厚度较厚时,内浇口速度应高些。
内浇口速度太小,易使铸件轮廓不清;内浇口速度太大,会使铸件产生气孔等缺陷。内浇口速度与压铸件的平均壁厚和填充时间的关系见表。
推荐的压铸件平均壁厚与填充时间、内浇口速度的关系

内浇口速度与压射速度和压力的关系
在冷压室压铸机中,压室、浇道和压铸模构成一个密闭系统。根据连续性原理,内浇口速度与压射速度具有固定关系。即
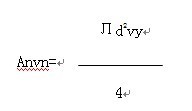
式中d----压室直径(cm);
Vy----压射速度(cm/s)
An----内浇口截面积cm2
Vn---内浇口速度(cm/s)
Copyright © 东莞市达源精密五金制品有限公司
Dongguan Richway Precision Metal Products Co., Ltd
中国.广东省东莞市横沥镇半仙山第三工业区F栋
http:www.dgrichway.com ICP备案:粤ICP备17103637号
-
在线服务
-
